Raon Robot Tàthaidh MIG MAG 6 Axis 1500mm le Inneal Tàthaidh





Feartan
-Gàirdean robot:
- Pròiseas tilgeadh bàs, gàirdean alùmanum, nas aotroime agus nas sùbailte
- Tha uèirichean is cinn-uidhe a-staigh an inneal-fuadain air an dèanamh leis na prìomh bhrandan ainmeil air feadh an t-saoghail: DYEDEN, TAIYO, an aon rud ri ABB agus Fanuc
- Prìomh bhrand Sìneach an rianadair, motair agus lughdadair.
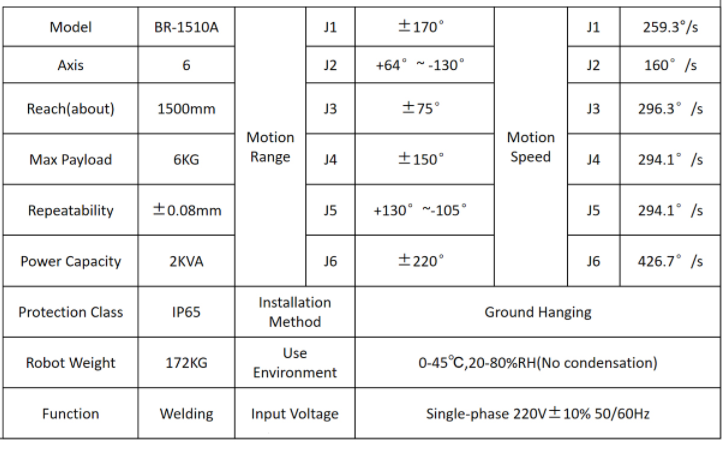
Tha paramadairean inneal-fuadain tàthaidh MIG BR-1510 a’ sealltainn mar a leanas:
Siostam smachd robot tàthaidh JHY:

-Inneal tàthaidh: :Aotai NBC350RL
-
Tha trì modhan tàthaidh aige: splasadh ìosal, tàthadh spot luath agus cuideam cunbhalach
- Faodaidh e tàthadh le splanc-thalmhainn glè ìosal a dhèanamh air stàilinn charbon 1~3mm. Tha an ìre de splanc-thalmhainn air a lùghdachadh 60%;
- Tha an teas a thèid a chuir a-steach air a lùghdachadh 10% ~ 20%, agus tha e furasta smachd a chumail air tàthadh phlàtaichean tana agus tha an deformachadh beag;
- Bidh an siostam làn-dhidseatach a’ tuigsinn smachd mionaideach air gluasad nan boinneagan agus a’ coileanadh càileachd tàthaidh leantainneach is seasmhach;
- Faodaidh teicneòlas inverter suidse bog earbsachd an inneil gu lèir a leasachadh agus lùth agus dealan a shàbhaladh;
- Faodaidh an siostam smachd beathachaidh uèir làn-dhidseatach àrd-chruinneas, an inneal beathachaidh uèir làn-dhidseatach dà-dhràibhear dà-thràill le encoder dèanamh cinnteach à seasmhachd beathachaidh uèir eadhon ged a dh’ atharraicheas na factaran taobh a-muigh leithid bholtadh solair cumhachd agus strì beathachaidh uèir.
-Lòchran tàthaidh:
- Air fhuarachadh le èadhar le inneal an-aghaidh bualadh gu math mothachail, a’ leudachadh beatha seirbheis an lòchrain gu mòr
-Suidheachadh tàthaidh & rèile coiseachd robotach
- Tha suidheachadh tàthaidh 1 axis, 2 axis agus 3 axis roghainneil airson taghadh. Faodar meud an luchd-pàighidh agus a’ bhùird-obrach atharrachadh a rèir na riatanasan.
- Faodar rèile coiseachd robotach a dhèanamh le bhith ga ghnàthachadh a rèir riatanasan an neach-ceannach. Fad 3/6/9/12M. Luchd-pàighidh: 500/1000KG
-Tha cumail suas an inneil sìmplidh agus furasta obrachadh, agus tha am beatha seirbheis dealbhaichte nas fhaide na 10 bliadhna
Le bhith a’ toirt aire do gach mion-fhiosrachadh, bidh JHY Robot nas fheàrr
Sgrìobh do theachdaireachd an seo agus cuir thugainn i
Roinnean thoraidhean
-

Inneal-bogsa bogha fèin-ghluasadach gnìomhachais gàirdean robot 6 axis JHY ...
-

Frèam meatailt gàirdean robotach 6 axis 1500m Sìona MIG ...
-

Gàirdean 6-axis le teisteanas CE, stàilinn gun staoin Puls ...
-

Tàthadh fèin-ghluasad gnìomhachais 6 axis MIG weldin ...
-

Gàirdean tàthaidh robotach àrd-èifeachdach Sìneach